
بازرسی ابعاد نوعی بازرسی ظاهری است. این بازرسی نقش مهمی در تعیین درست یا نادرست مکان مونتاژ و ابعاد قطعات، ایفا میکند. این بازرسی ابعاد را میتوان با سیستم بینایی ماشین و پردازش تصویر به صورت اتوماتیک انجام داد:
- اندازهگیری ماکسیمم/مینیمم ابعاد قطعات یا محصولات
- اندازهگیری ماکسیمم/مینیمم/میانگین قطرهای داخلی یا خارجی
- اندازهگیری گردی یا زاویه نوک قطعات فلزی
- اندازهگیری موقعیت لبهها و برچسبها
- اندازهگیری عرض محصولات ورقهای/لایههای نازک
اندازهگیری ابعاد، یکی از اصول بازرسی است. با گسترش اتوماسیون کارخانه (FA)، اندازهگیری ابعاد با استفاده بینایی ماشین افزایش یافته است.
مزایای معرفی پردازش تصویر
به طور کلی ابعاد قطعات و محصولات با میکرومتر یا کولیسها اندازهگیری میشود تا اطمینان حاصل شود که تفاوتی در دقت اندازهگیری شده وجود ندارد. اندازهگیری با استفاده از ابزارهایی مانند میکرومتر یا کولیس به دلیل تفاوتهای فردی میان کارگران و شرایط اندازهگیری مانند نور محیط و … خطاهایی را به همراه دارد.
سایر روشهای اندازهگیری ابعاد شامل مقایسهکنندههای نوری، سیستمهای اندازهگیری GD&T و سیستمهای اندازهگیری سه بعدی میشود. این روش های اندازهگیری مشکلاتی را دارا میباشند:
- نیاز به عملیات دستی گذاشتن و برداشتن قطعه درنتیجه زمانبر بودن
- هزینه بسیار بالا
با پردازش تصویر میتوان ابعاد مختلفی را از تصاویر گرفته شده اندازهگیری کرد. اندازهگیری ابعاد بخشهای مختلف قطعات و محصولات بر اساس این دادهها و همچنین تعیین اینکه آیا آنها در محدوده تلورانس هستند یا خیر با سرعت بالایی انجام میشود. مزیت دیگر این مجموعه این است که میتواند زاوایا یا گرد بودن دایرهها را به طور همزمان به همراه طول بخشهای مختلف اندازهگیری کند و آنها را به عنوان دادههای عددی ذخیره کند.
بازرسی 100 درصدی به منظور جلوگیری از اشتباه سهوی و داشتن قطعات معیوب در خروجی
بازرسی ابعاد با استفاده از سیستمهای اندازهگیری سنتی به بسیاری از فرآیندهای دستی نیاز دارد. در نتیجه بازرسی 100 درصدی قطعات و محصولات ، کار و هزینه قابل توجهی را تحمیل میکند. از طرفی بازرسی نمونهای امکان اشتباه سهوی یا خروج قطعات معیوب را به همراه دارد. بازرسی ابعاد با استفاده از یک سیستم پردازش تصویر میتواند ابعاد محصولات را در حین تولید و بدون وقفه بررسی کند که این امر پایداری کیفیت محصول را تضمین میکند و در عین حال هزینهها را کاهش میدهد.
بازرسی سریع تر برای بهبود بهرهوری
اندازهگیری ابعاد در حین تولید قطعات و محصولات باعث کاهش قابل توجه زمان بازرسی میشود. سیستمهای پردازش تصویر، بازرسی را سریعتر کرده و به بهبود بهرهوری کمک میکنند.
ذخیره و مدیریت اطلاعات کیفی
بازرسی ابعاد سنتی دادههای اندازهگیری شده دقیقی را ارائه نمیدهد. صرفا بررسی میکند که آیا ابعاد در محدوده تلورانس هستند یا خیر. بازرسی ابعاد با استفاده از پردازش تصویر نه تنها نتایج درستی یا نادرستی محصول ، بلکه دادههای عددی ابعاد دقیق چندین بخش را نیز ارائه میدهند و این دادهها را میتوان به راحتی ذخیره و مدیریت کرد. چنین اطلاعاتی میتواند به طور موثر به جهت مدیریت خطاهای خط تولید یا بهبود فرآیند استفاده شود.
مبانی اندازهگیری ابعاد: اندازهگیری بر اساس تشخیص لبه
معمولا اندازهگیری بر اساس تشخیص لبه به جهت بازرسی ابعاد، با استفاده از یک سیستم پردازش تصویر صورت میپذیرد. در این بخش وضوح پیکسل، اصول اولیه پردازش زیر پیکسل و اصل تشخیص لبه را برای کمک به درک تشخیص لبه توضیح میدهیم:
رابطه میان وضوح تصویر و تخمین تلورانس
دستگاه تصویر برداری بینایی ماشین از مجموعهای از پیکسلها تشکیل شده است. در اندازهگیری ابعاد میتوانید براساس این تعداد پیکسل و میدان دید، تلورانس ابعاد را محاسبه کنید. محاسبه رزولوشن پیکسل را میتوان با این فرمول محاسبه کرد:
|
وضوح پیکسل = |
اندازه شیء در جهت Y [mm] |
|
تعداد پیکسلهای دوربین در جهت Y [پیکسل]
|
به عنوان مثال فرض کنید از یک دوربین 31/0 مگاپیکسلی و یک دوربین 2 مگاپیکسلی استفاده میکنید. تعداد پیکسلها در جهت Y برای دوربین 31/0 مگاپیکسلی 480 و برای دوربین 2 مگاپیکسلی 1200 پیکسل است.
هنگامی که میدان دید 100 میلیمتر است:
【0.31 megapixel】
Pixel resolution = 100 mm / 480 pixels = 0.208 mm/pixel
【2 megapixel】
Pixel resolution = 100 mm / 1200 pixels = 0.083 mm/pixel
【21 megapixel】
Pixel resolution = 100 mm / 4092 pixels = 0.024 mm/pixel
رزولوشن پیکسل را میتوان از این طریق محاسبه کرد. جدول زیر مقادیر وضوح پیکسل دوربین های مورد استفاده در سیستمهای پردازش تصویر معمولی را از 31/0 تا 21 مگاپیکسل نشان میدهد.
مرجع ارزش رزلوشن پیکسل
|
|
میدان دید در جهت Y [mm] |
||||||||
|
تعداد پیکسلهای دوربین |
1 |
5 |
10 |
20 |
30 |
50 |
100 |
200 |
500 |
|
31/0 مگاپیکسل |
0.002 |
0.01 |
0.021 |
0.042 |
0.063 |
0.104 |
0.208 |
0.417 |
1.042 |
|
2 مگاپیکسل |
0.008 |
0.004 |
0.008 |
0.017 |
0.025 |
0.042 |
0.083 |
0.167 |
0.417 |
|
5 مگاپیکسل |
0.0005 |
0.002 |
0.005 |
0.01 |
0.015 |
0.024 |
0.049 |
0.098 |
0.244 |
|
21 مگاپیکسل |
0.0002 |
0.001 |
0.002 |
0.005 |
0.007 |
0.012 |
0.024 |
0.049 |
0.122 |
- *تعداد پیکسلها در جهتY ، سنسور 31/0 مگاپیکسلی برابر با 480 پیکسل
- *تعداد پیکسلها در جهتY ، سنسور 2 مگاپیکسلی برابر با 1200 پیکسل
- *تعداد پیکسلها در جهتY ، سنسور 5 مگاپیکسلی برابر با 2050 پیکسل
- *تعداد پیکسلهای دستگاه برداشت تصویر در جهت Y دوربین 21 مگاپیکسلی برابر با 4092 پیکسل
![]()
در بازرسی ابعاد تلورانس مورد استفاده به عنوان آستانه برای تعیین قطعه محصول خوب و معیوب، معمولا در واحدهای 5± پیکسل محاسبه میشودو بر این فرض استوار است که تعداد پیکسلهایی که پایداری تخمین تلورانس را تضمین میکند حدود 10 برابر تکرارپذیری (repeatability) است. از آنجایی که تکرارپذیری بینایی ماشین معمولی در شرایط ایده آل حدود 1/0 پیکسل است، تکرارپذیری عملی 5/0 پیکسل با مقداری حاشیه در نظر گرفته میشود. با ضرب این عدد در 10، 5± پیکسل به دست میآید و این مقدار را میتوان به عنوان حداقل واحد برای تنظیم تلورانس در نظر گرفت. میتوانید از این مقدار برای محاسبه تلورانس در ابعاد واقعی از این فرمول استفاده کنید:
|
تلورانس ابعاد واقعی [mm] |
= |
اندازه شیء X [mm] 5 |
|
|
تعداد پیکسلهای دوربین |
- 【31/0 مگاپیکسل】
تلورانس ابعاد برابر است با 208/0 میلی متر/پیکسل ضربدر 5 پیکسل مساوی با 04/1میلیمتر
- 【2 مگاپیکسل】
تلورانس ابعاد برابر است 083/0 میلی متر/پیکسل ضربدر 5 پیکسل مساوی با 415/0 میلیمتر
- 【21 مگاپیکسل】
تلورانس ابعاد برابر است 024/0 میلی متر/پیکسل ضربدر 5 پیکسل مساوی با 12/0 میلیمتر
شما باید بینایی ماشین و میدان دیدی را انتخاب کنید که دقت لازم را ارائه دهد.
مقدار تخمین تلورانس
|
|
میدان دید در جهت Y [mm] |
||||||||
|
تعداد پیکسلهای دوربین |
1 |
5 |
10 |
20 |
30 |
50 |
100 |
200 |
500 |
|
31/0 مگاپیکسل |
0.01 |
0.05 |
0.1 |
0.2 |
0.3 |
0.5 |
1.0 |
2.1 |
5.2 |
|
2 مگاپیکسل |
0.004 |
0.02 |
0.04 |
0.08 |
0.1 |
0.2 |
0.4 |
0.8 |
2.1 |
|
5 مگاپیکسل |
0.002 |
0.01 |
0.02 |
0.05 |
0.07 |
0.1 |
0.2 |
0.5 |
1.2 |
|
21 مگاپیکسل |
0.001 |
0.006 |
0.01 |
0.02 |
0.04 |
0.06 |
0.1 |
0.2 |
0.6 |
مبانی پردازش زیر پیکسلی (Sub-Pixel)
همانطور که در بالا توضیح داده شد، وضوح پیکسل مقدار ابعاد واقعی یک پیکسل است. با این حال در واقعیت، اندازهگیری ابعاد با استفاده از پردازش تصویر میتواند ابعاد را به صورت واحدهای کمتر از یک پیکسل را از طریق محاسبه نشان دهد. این نوع پردازش، زیر پیکسل نامیده میشود.
یک زیر پیکسل واحدی کوچکتر از یک پیکسل است.
اصل پردازش زیر پیکسلی
پردازش زیر پیکسلی، لبهای را تشخیص میدهد که کنتراست میان روشن و تاریک تغییر میکند، آن را به شکل موج طرحریزی تبدیل میکند و سپس پردازش دیفرانسیلی را انجام میدهد. پیک شکل موج دیفرانسیل به عنوان یک نقطه لبه تعیین میشود.
کاربردهای عملی
با افزایش اتوماسیون کارخانه، صرفهجویی در زمان در بازرسی به یک چالش تبدیل شده است و همین امر برای اندازهگیری ابعاد نیز صدق میکند. اندازهگیری با استفاده از پردازش تصویر به تکنیک اصلی برای این نوع بهبود فرآیند تبدیل شده است.
بازرسی ابعاد مختلف خازنهای جیب
علاوه بر قطر و طول بدنه خازن، قطعات آن را میتوان به بخشهایی تقسیم کرد تا تشخیص لبه انجام شود و حداقل قطر یک قطعه باریک یا طول یا خمش یک سیم سربی به دست آید. ابعاد هر قسمت را میتوان با دقت اندازهگیری کرد.
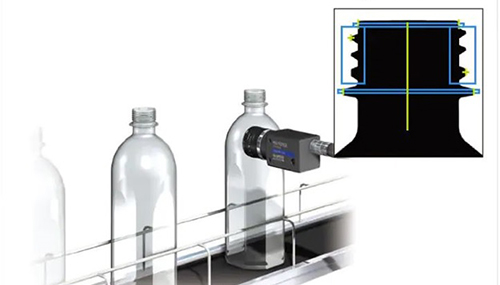
اندازه گیری ابعاد دهانه بطری
ابعاد یک بطری را میتوان با دقت اندازهگیری کرد. به عنوان مثال میتوانید تصویری از یک بطری PET بگیرید که روی یک خط از کناره حرکت میکند و ابعاد حلقه بالایی بطری را اندازهگیری کنید تا مشکلات محصول از جمله قالبگیری معیوب، نوع نادرست یا خرابی مونتاژ را تشخیص دهید. این نوع بازرسی ابعاد درون خطی، کارایی را بهبود میبخشد.